

SDE bietet Ihnen modular aufgebaute Softwarekomponenten rund um die
unterschiedlichen Verarbeitungsschritte eines modernen Sägewerks.
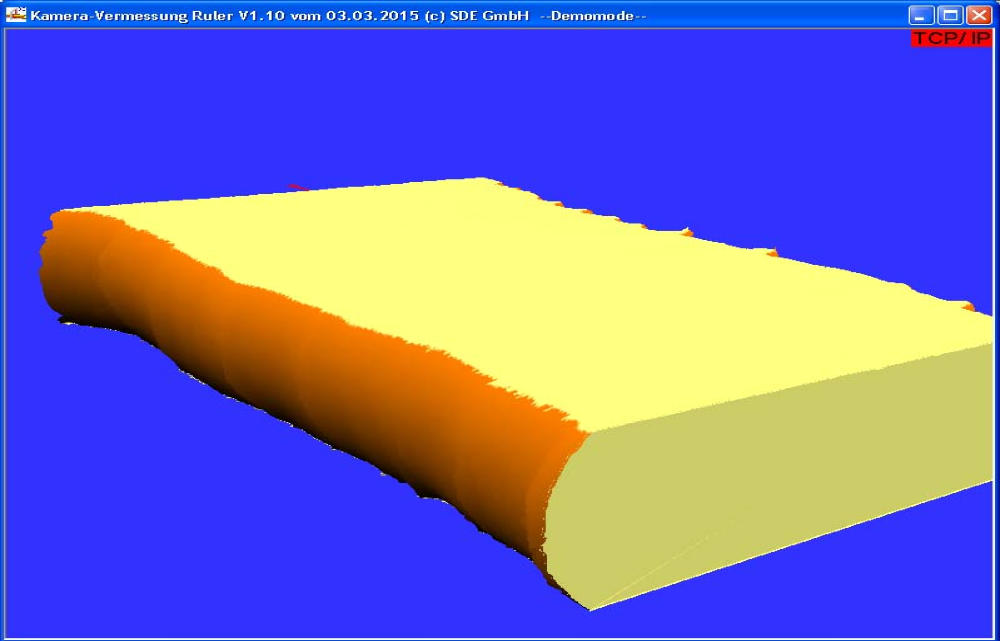
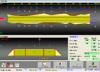
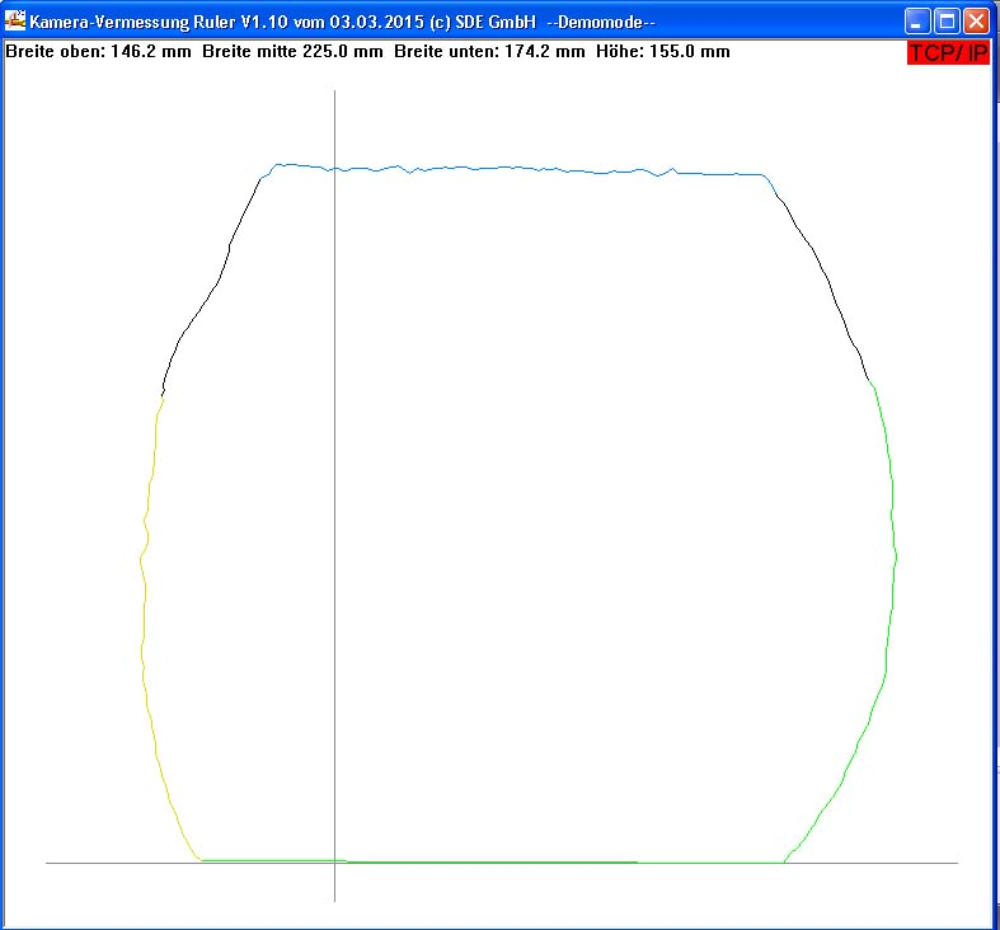
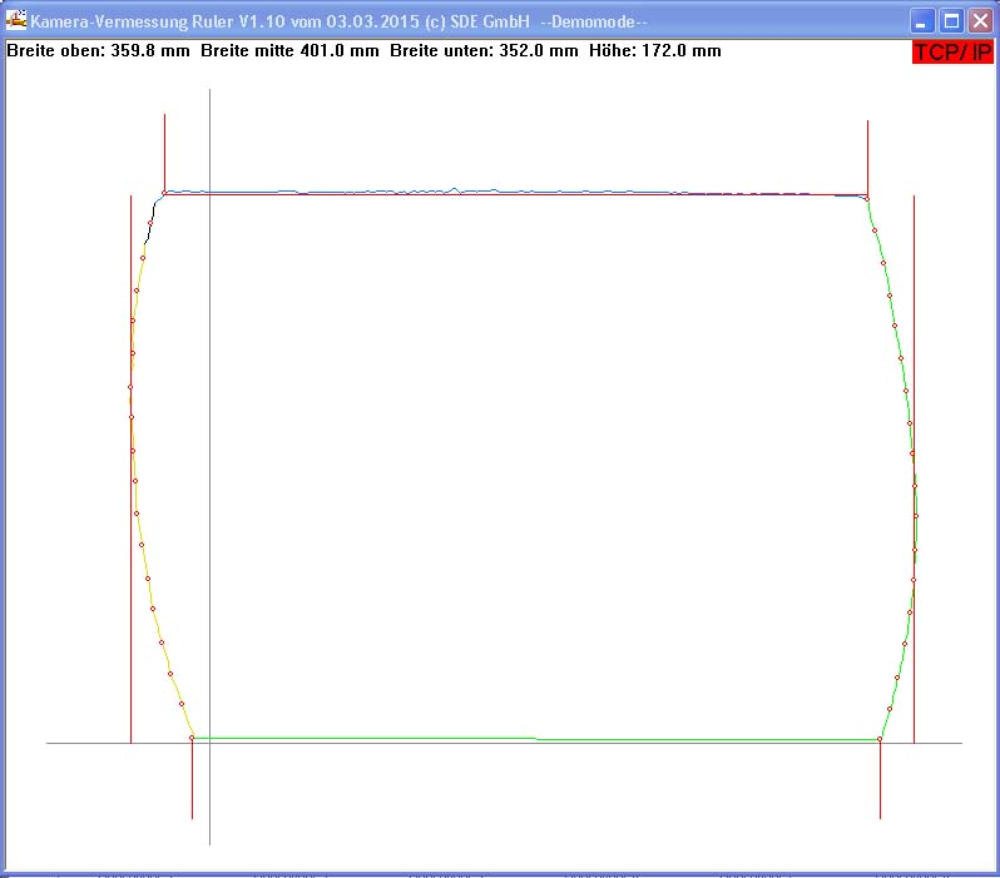
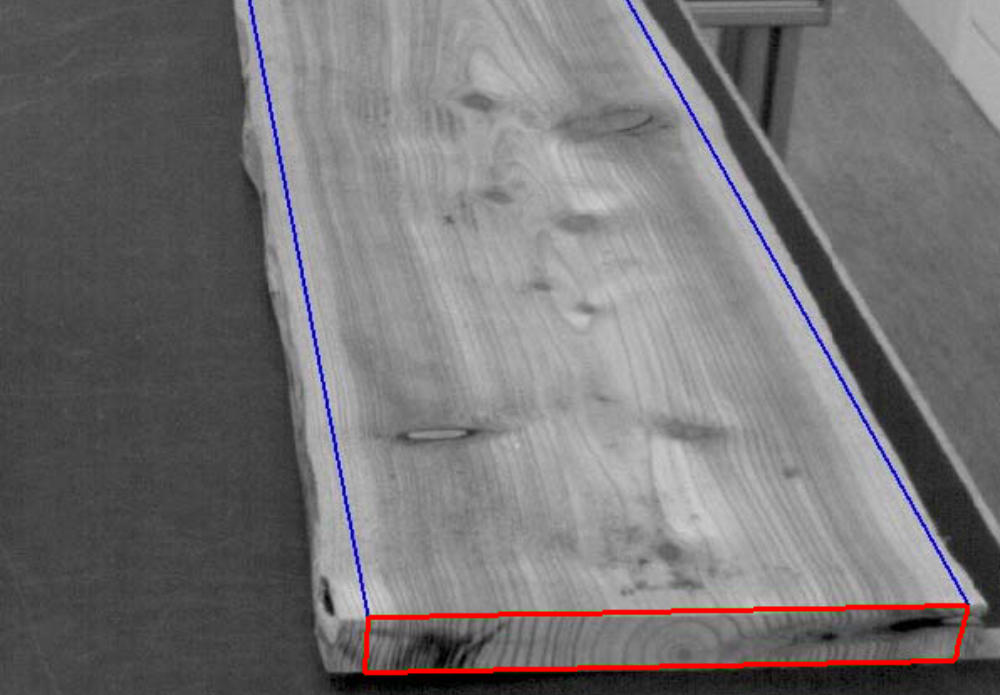
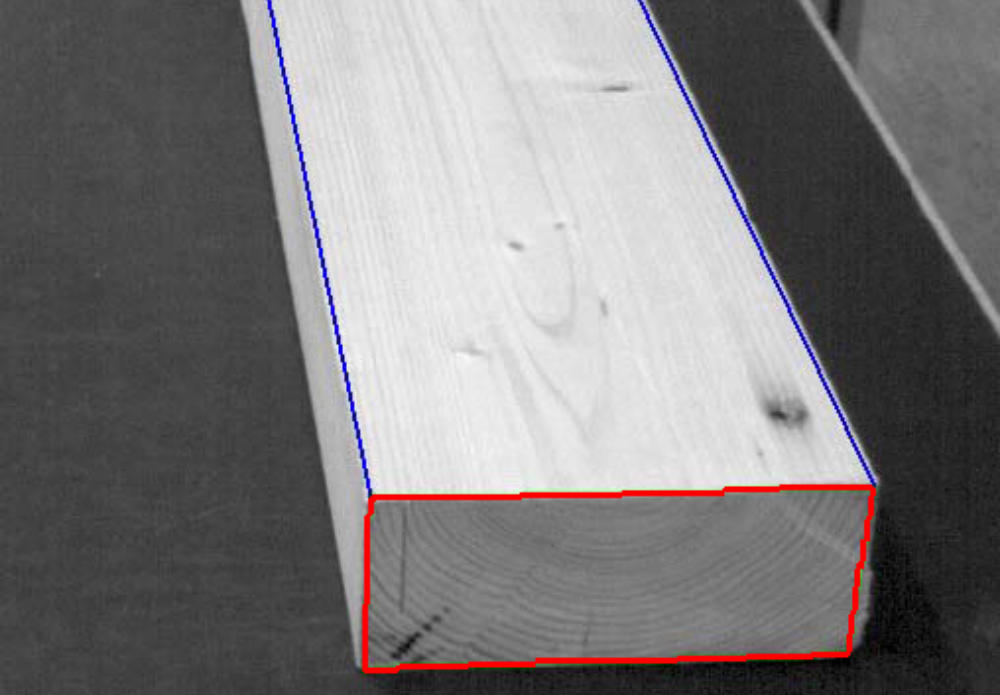
Mit der Kameravermessung wird die 3D-Kontur von einem Stamm, einem
Model, oder einem Brett im Durchlauf gemessen.
Um die komplette Form zu erfassen, benötigt man meist mehrere Kameraansichten
die dann rechnerisch zusammengesetzt werden.
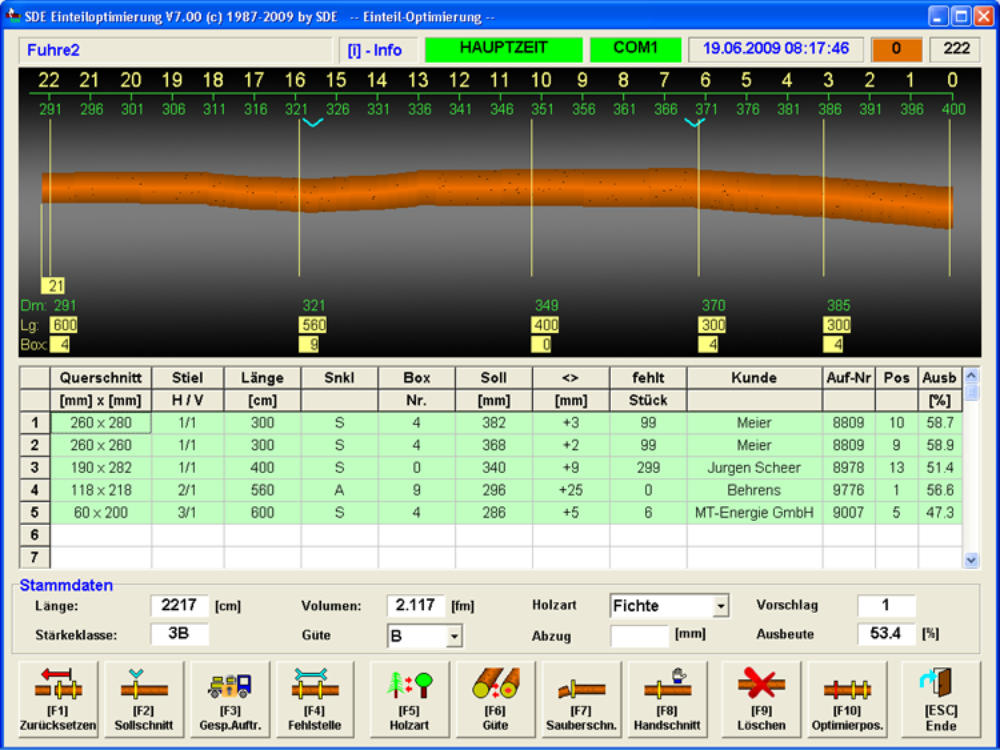
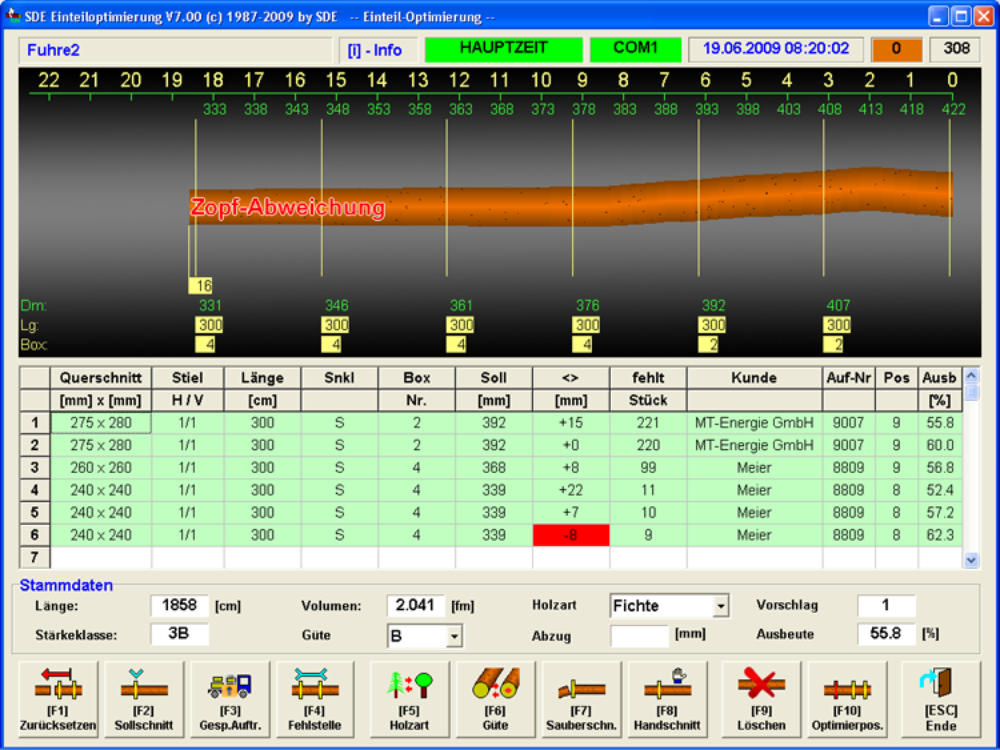
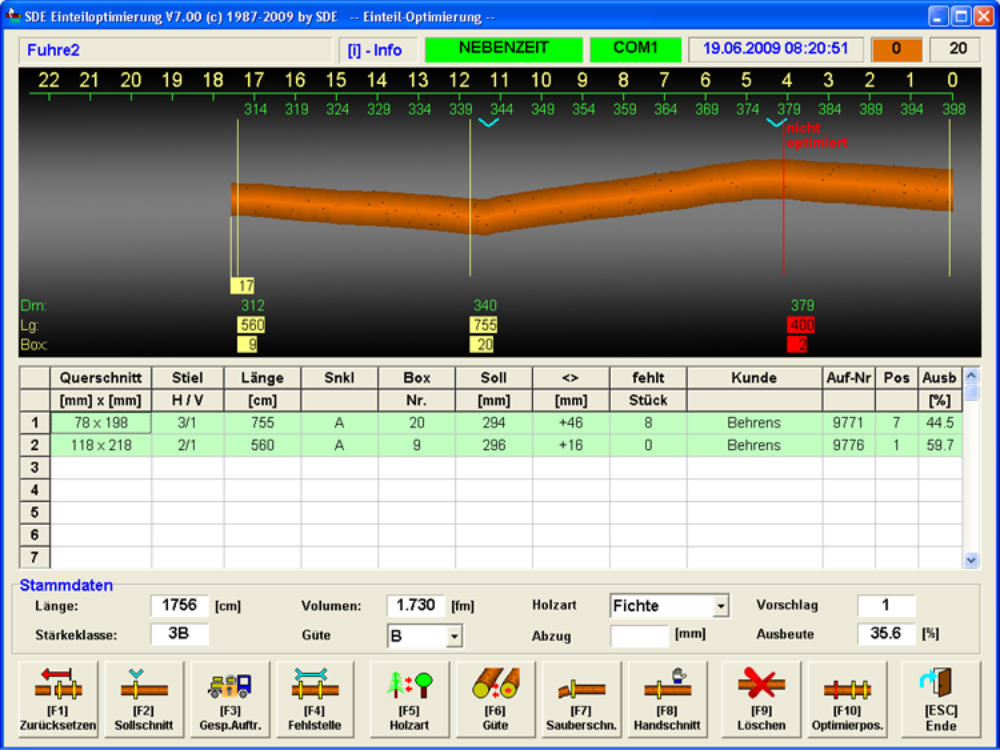
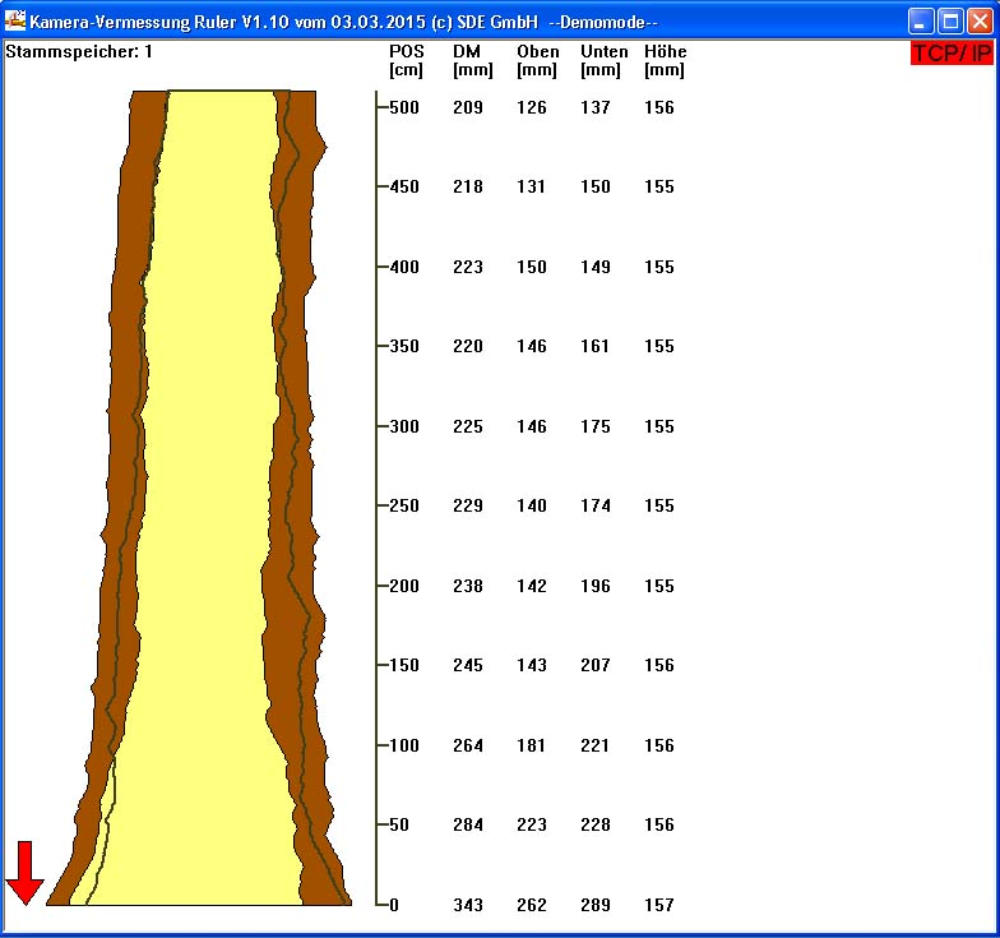
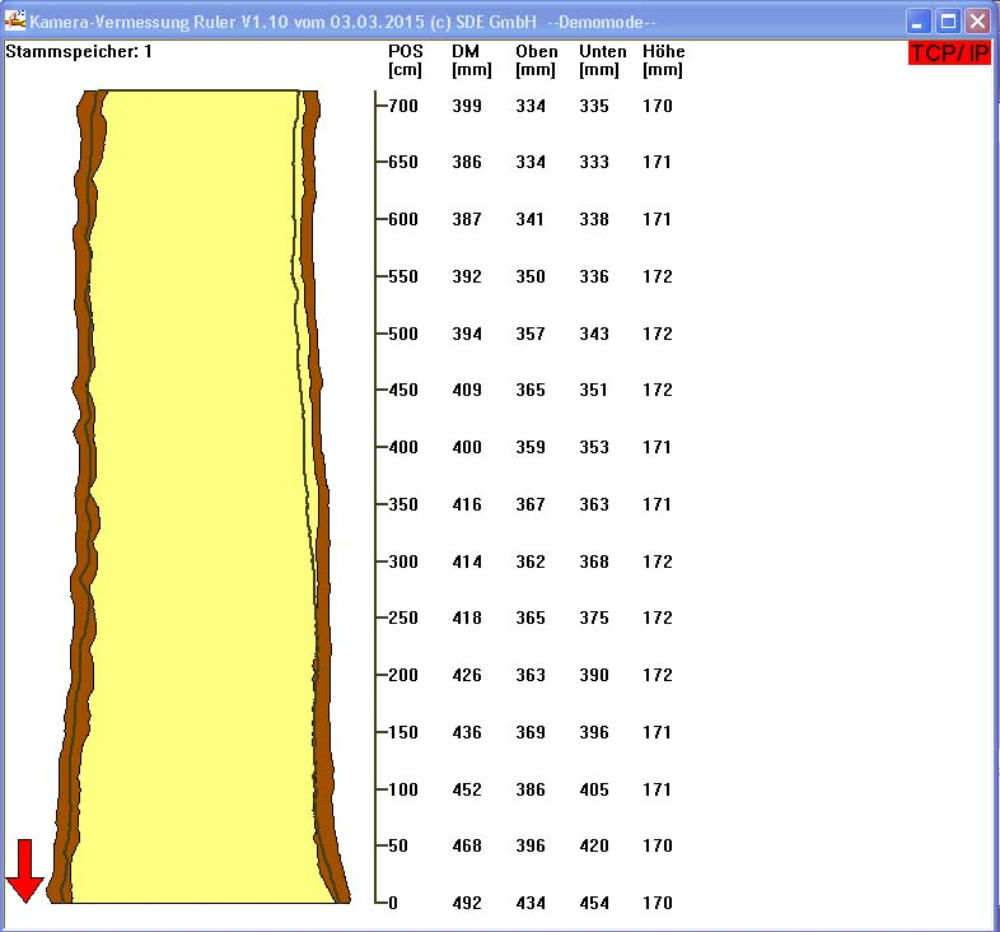
Die ausgewerteten Daten werden dann zu einer Optimierung weitergegeben.

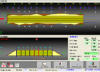
Dieses Programm analysiert die Stammdaten, berechnet eventuell vorhandene
Krümmungen und Abholzigkeit und stellt dem Bediener die beste Schnittkombination
zur Auswahl.
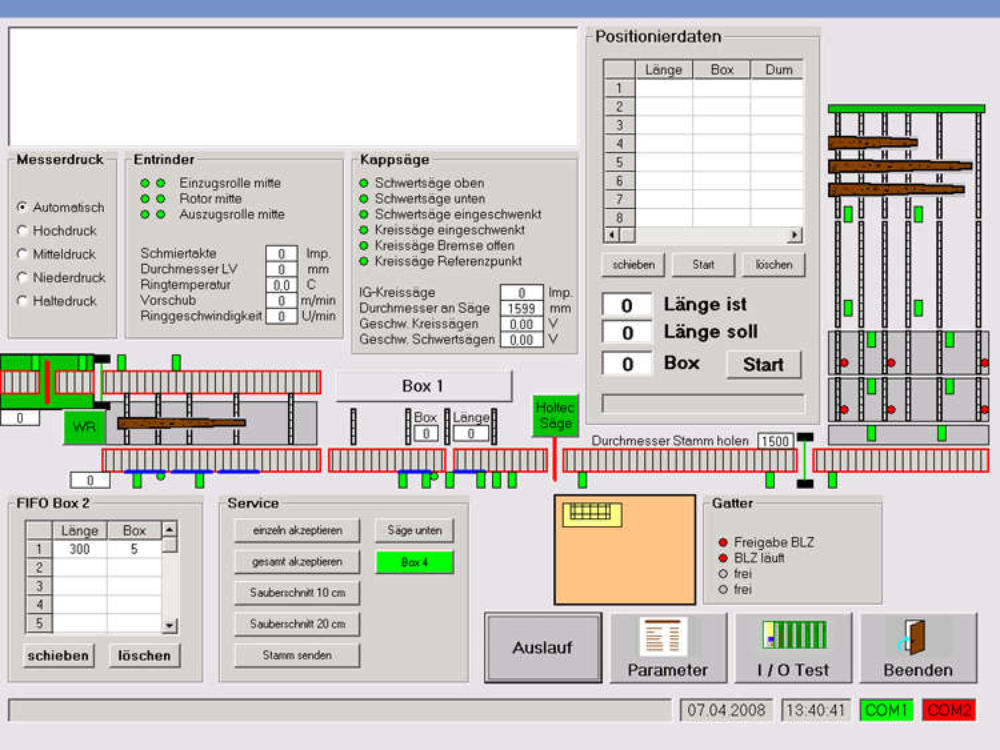
Das Langholz wird automatisch im Bereich der Kappsäge positioniert und
abgeschnitten. So erreichen Sie die maximale Ausbeute aus dem Stammholz.
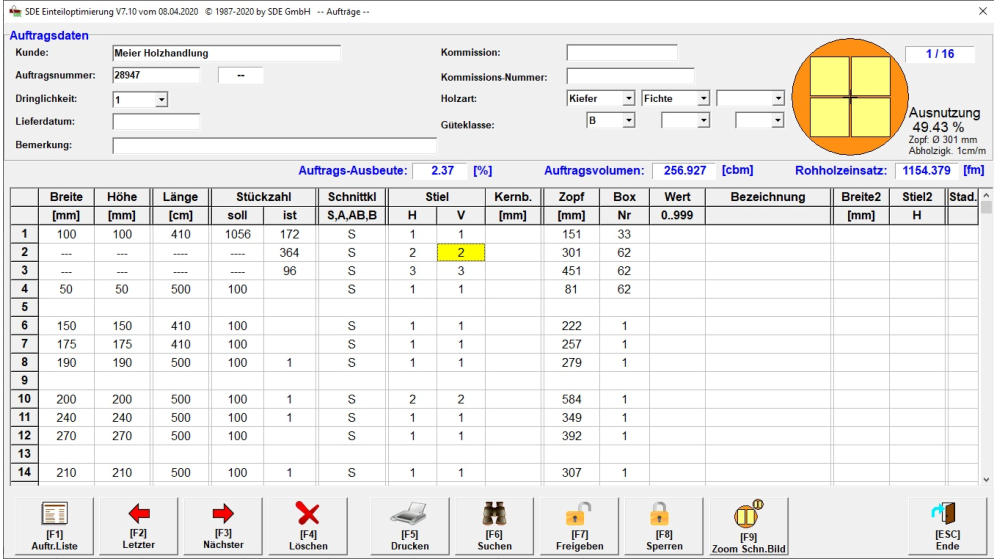
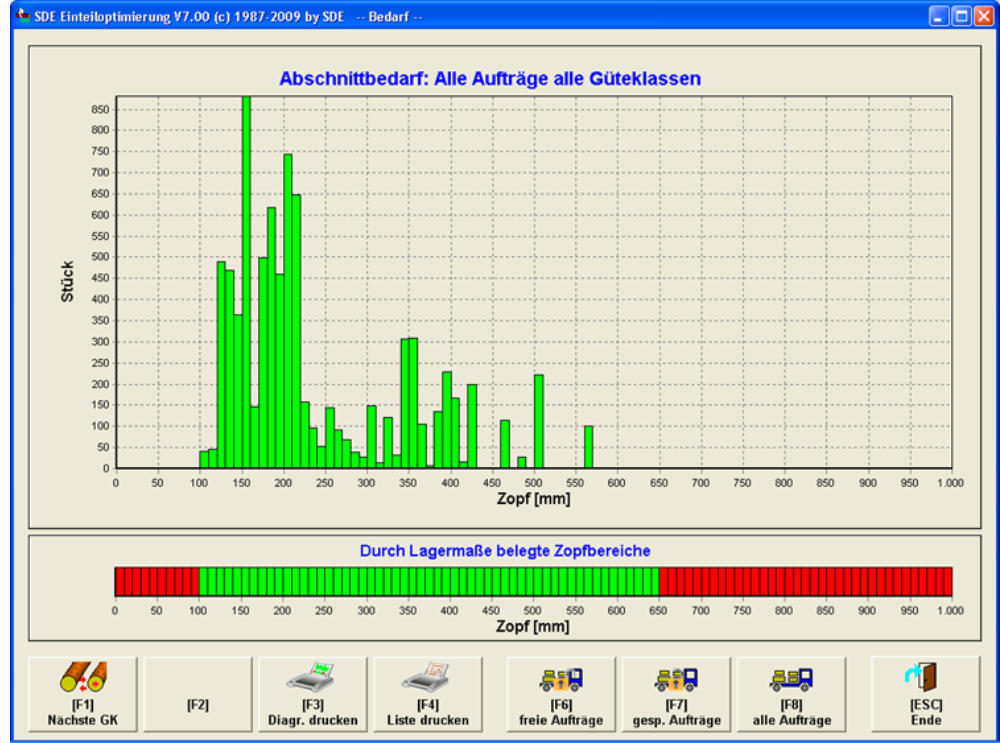
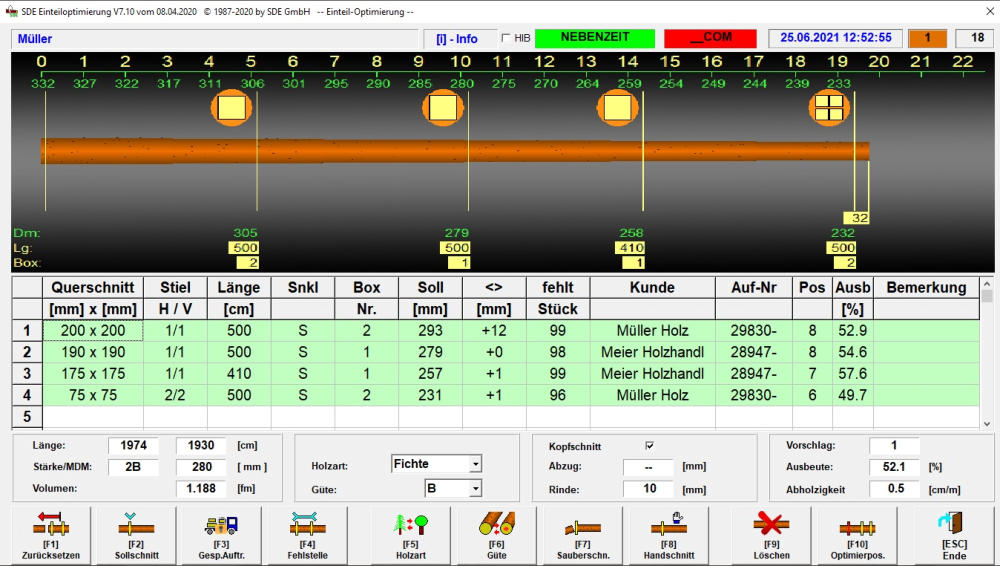
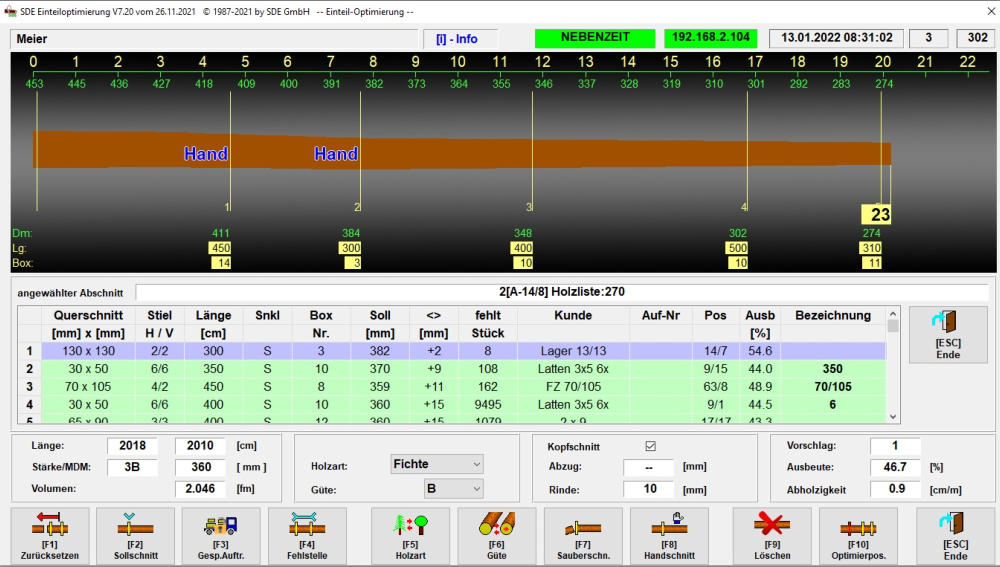
Hier finden Sie weitere Beispiele zur Benutzeroberfläche der Einteiloptimierung:
Visualisierung
Startmenü
Beispiel 1
Beispiel 2
Beispiel 3
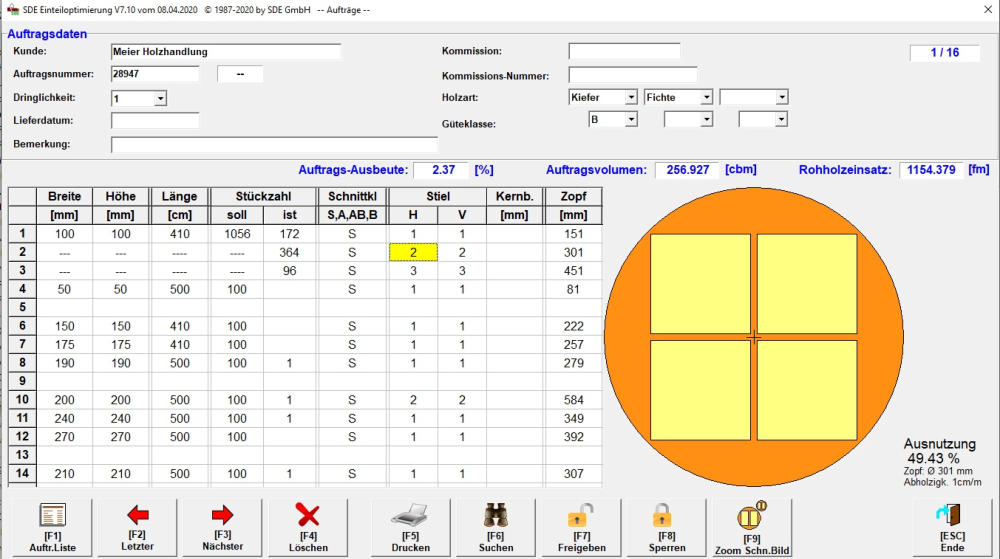
Aufträge
Verteilung
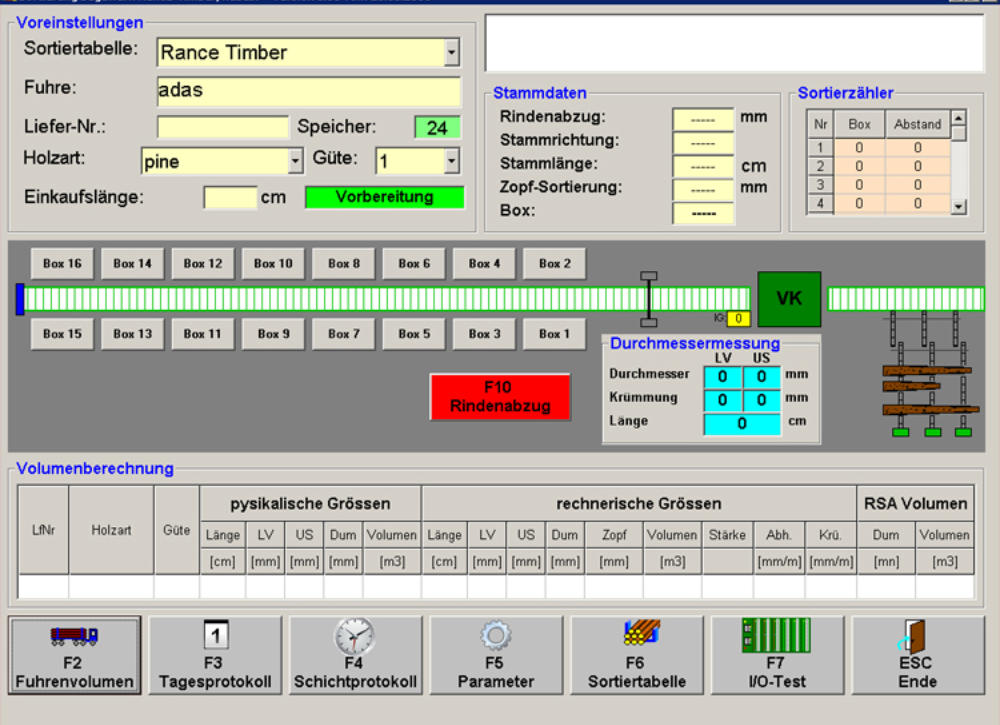
Die Rundholzsortierung ermittelt zunächst mit Hilfe einer 2D- bzw.
3D-Messungsanlage die Abmessungen jedes Stammabschnittes.
Das Softwaremodul übernimmt die Koordination des Transportes
und den Abwurf der Rundholzabschnitte in eine zuvor definierte Box.
In Verbindung mit einer SDE-Einteiloptimierung ist ein automatischer
Ablauf der gesamten Rundholzsortieranlage möglich.
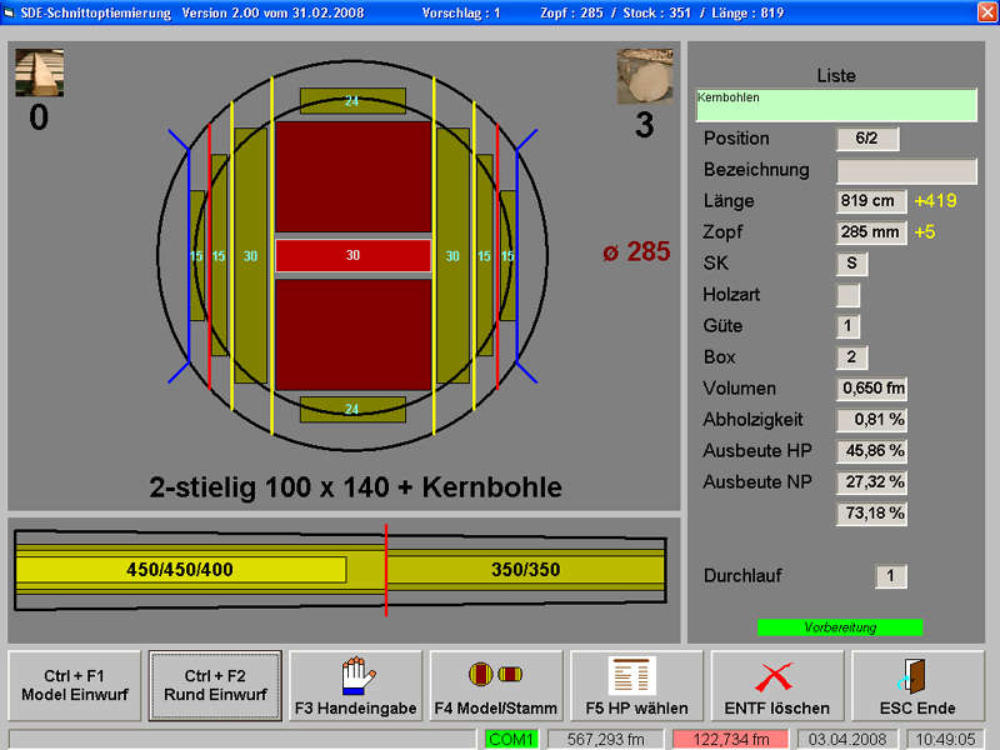
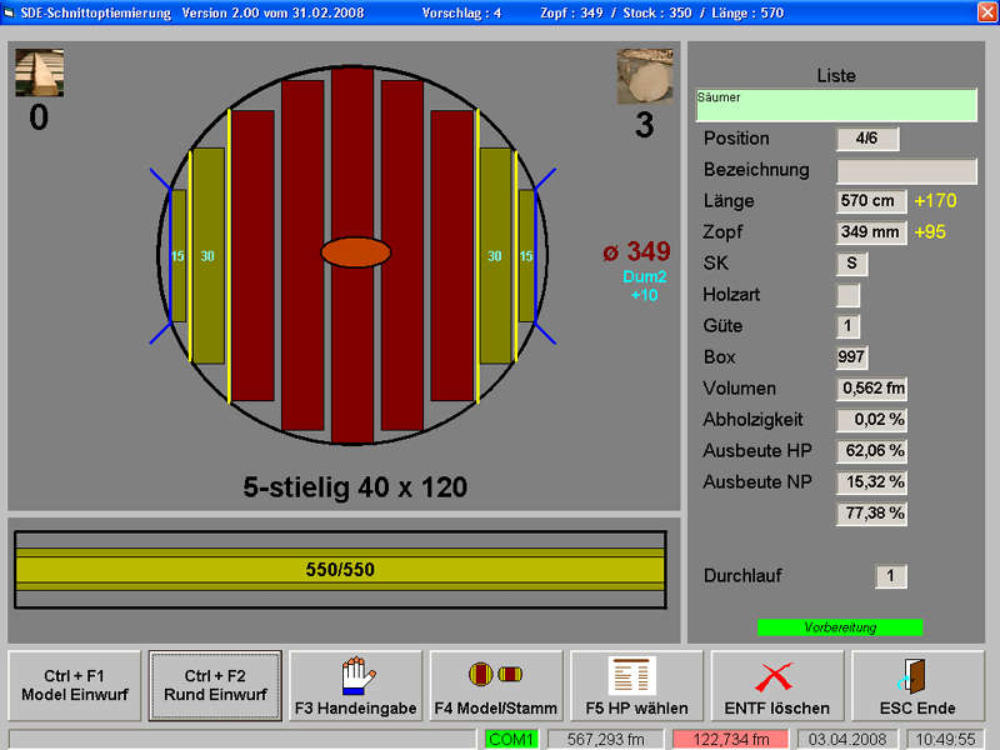
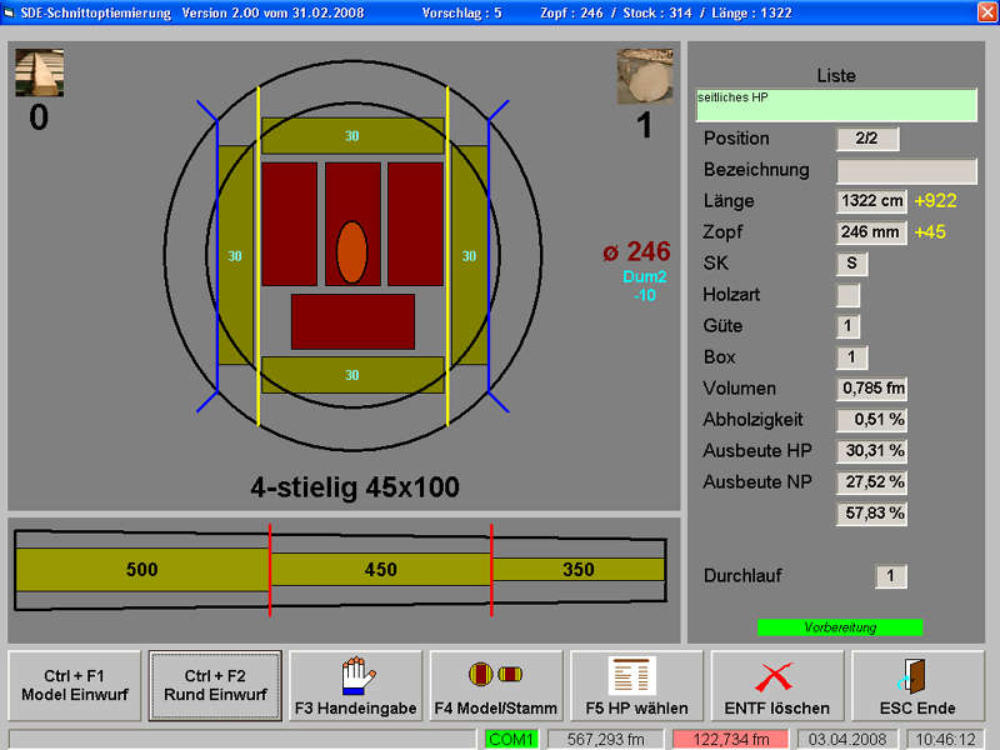
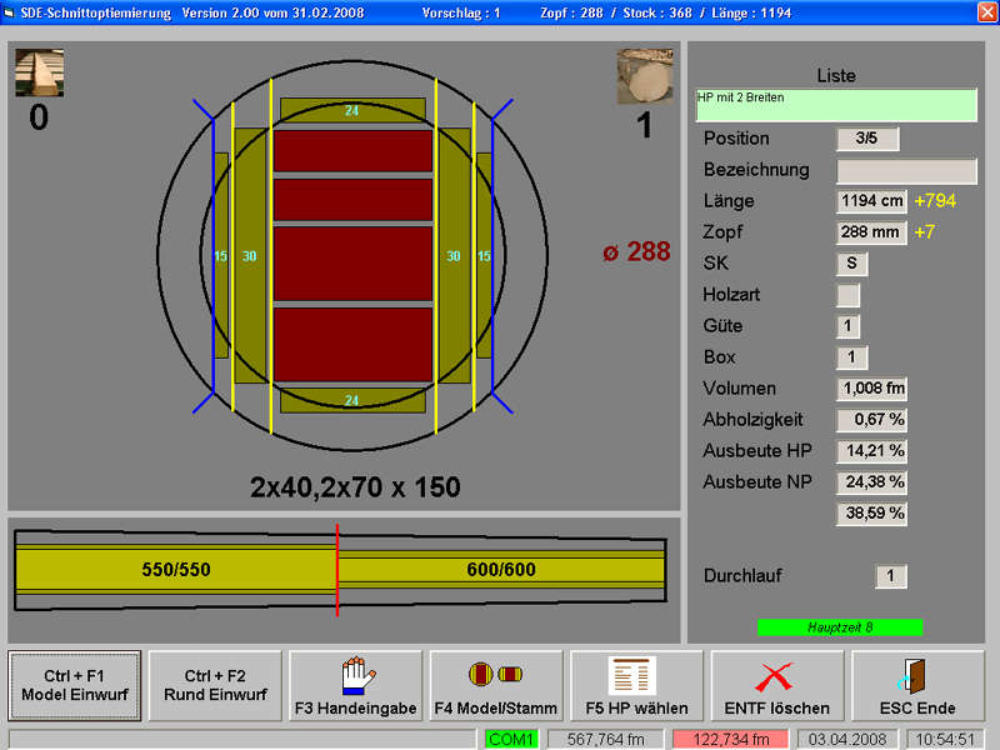
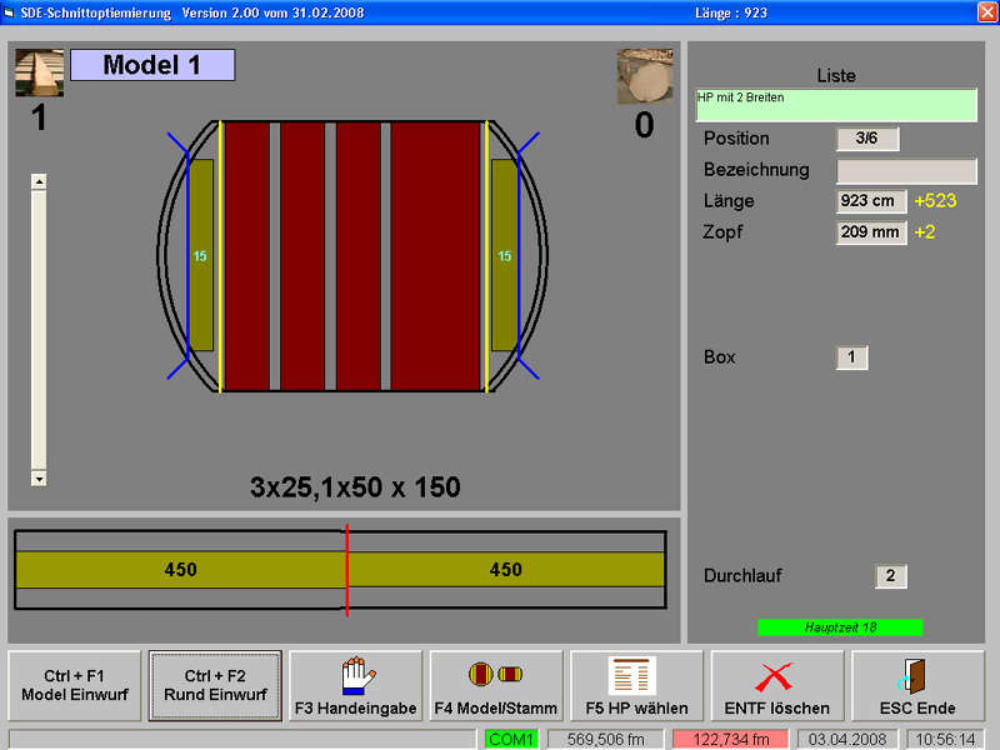
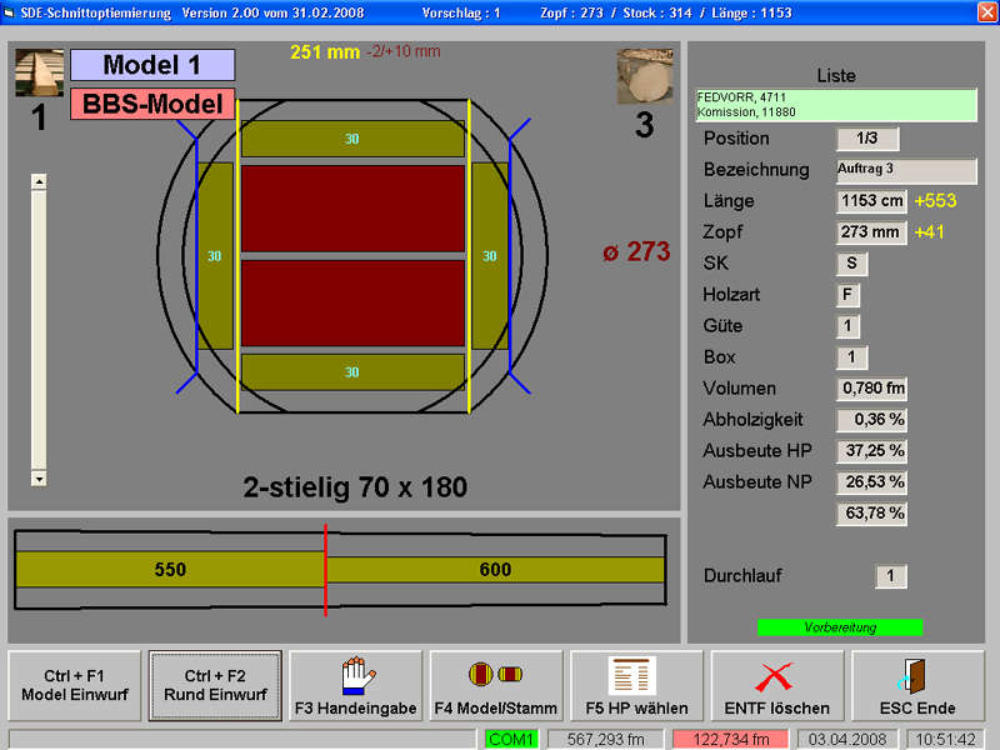
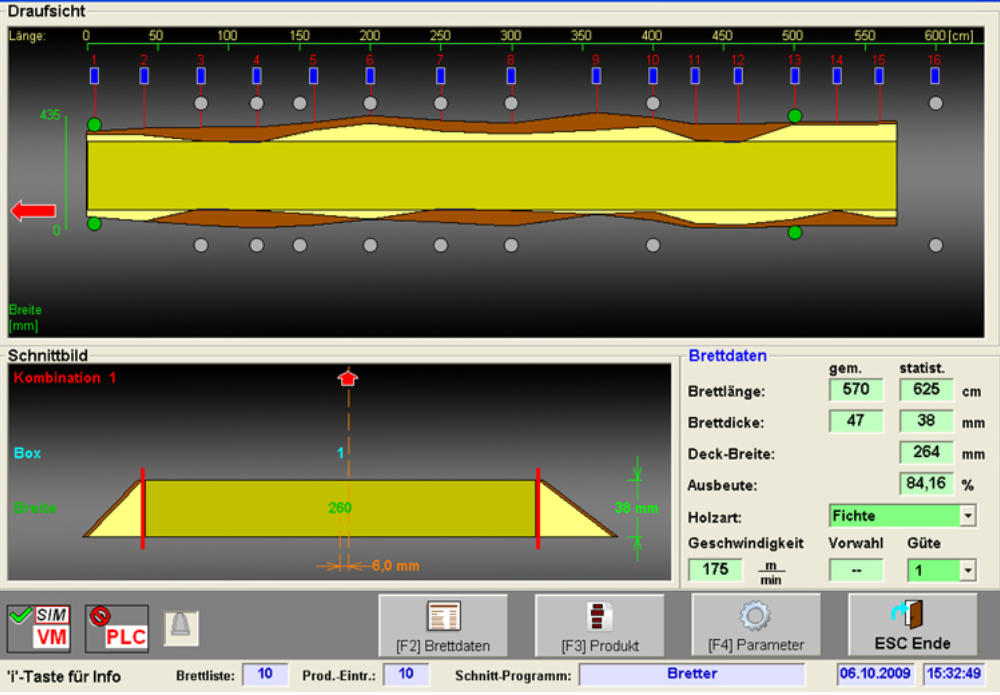
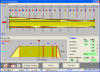
Die SDE-Schnittbildoptimierung ist auf moderne, schnell verstellbare Sägen und
Spaner ausgelegt.
Basierend auf den vollständigen Volumendaten jedes Stammabschnittes und unter
Berücksichtigung der tatsächlich benötigten Holzprodukte (Auftragslisten) berechnet
das Programm ein Schnittbild.
Bei der Berechnung der Seitenware fließen die Umlaufkosten und die zu erzielenden
Bretterpreis mit ein, so dass man auf die optimale Holzausbeute verzichtet und
stattdessen die wirtschaftlich beste Seitenware produziert wird.
Ebenso fließt die Berechnung des Spanersprunges und die Vorkappung
der Bretter mit in die Optimierungsberechnung ein.
Hier finden Sie weiter Beispiel zur Benutzeroberfläche der Schnittbildoptimierung:

Auftragsliste
Scharfschnitt
Kernbohle
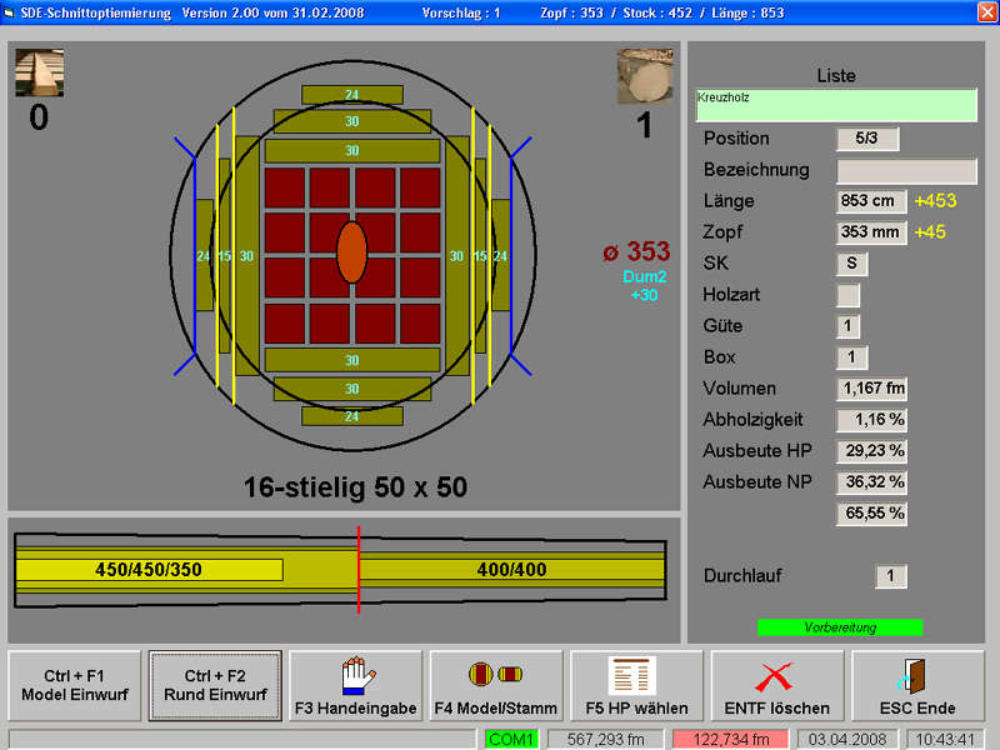
Kreuzholz
Sonderschnittbild
Zwei Breiten
SLS Model
BBS Model
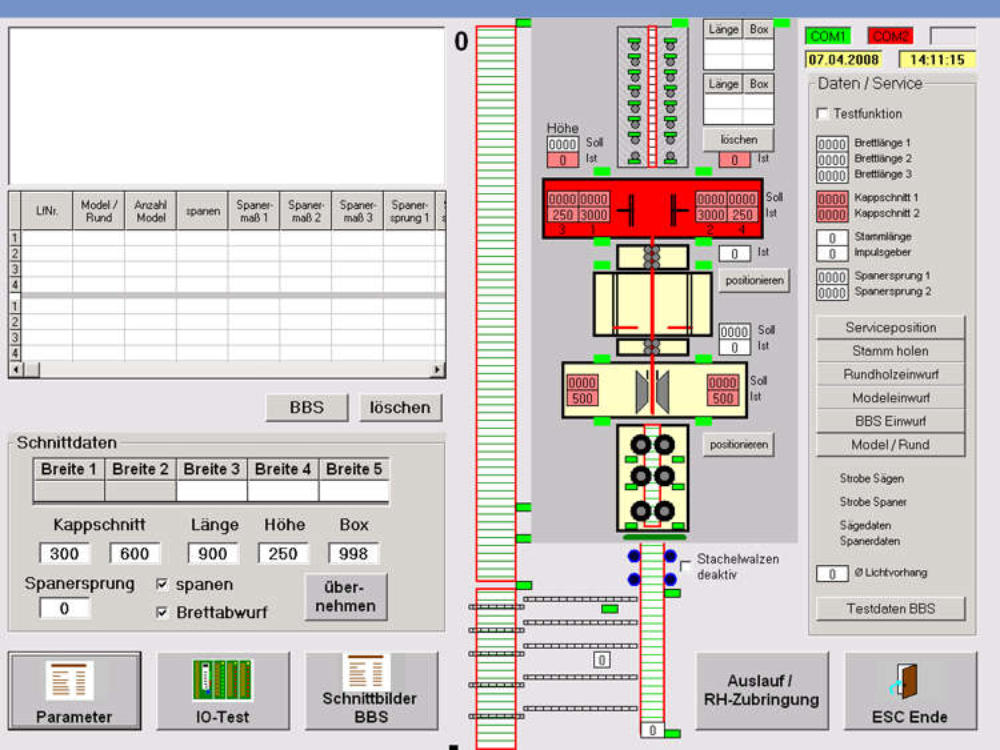
Prinzipiell übernimmt dieses Softwaremodul die gesamten Steuer- und
Regelungsaufgaben einer Spanerlinie. Sie kann für sowohl für Einlinien als auch für
Mehrliniendurchlauf ausgelegt sein. Der zuvor eingeschnittene Stammabschnitt wird
mit Hilfe der Schnittbildoptimierung berechnet.
Danach erfolgen die Prozessschritte:
Positionierung der Spaner- und
Sägeachsen
Stammverfolgung durch die komplette Linie
Auswertung sämtlicher Sensoren
Regelung sämtlicher Hydraulikkomponenten
und Motoren (z. B. Stachelwalzen, Andruckrollen, Blockzüge)
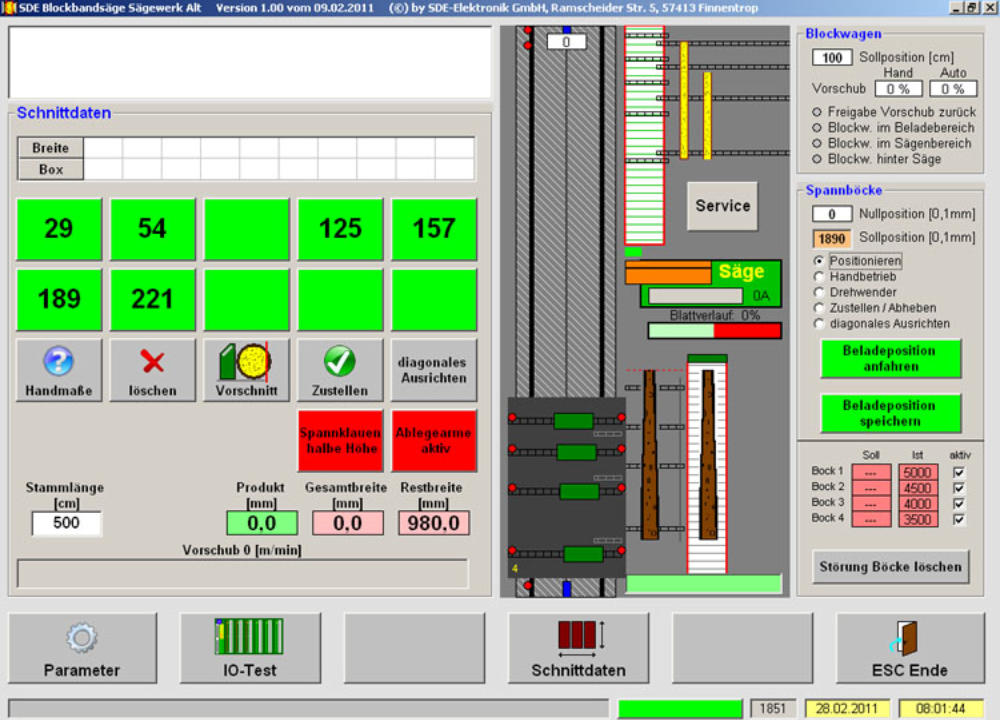
Unsere Software zur Steuerung einer Blockbandsäge arbeitet unter
Berücksichtigung von:
bis zu 6 einzeln verfahrbare Spannböcke
einbindung von einem Spaner möglich
einbindung von einer Kappsäge möglich
kurze Zykluszeiten
diagonales Ausrichten des Stammes
hohe Flexibilität bei Vorgabe der Produktdaten
automatischer Vorschub unter Berücksichtigung von
Blattverlauf
Stromaufnahme der Bandsäge
Vollautomatischer Ablauf
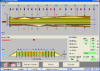
Die SDE Säumersteuerung kann bis zu 6 variable Sägenachsen ansteuern.
Die zugehörige Lasermessung arbeitet im Querdurchlauf.
Dabei sind bis zu 48 Laser oberhalb und 48 Laser unterhalb des zu besäumenden
Brettes positioniert.
Zur besseren Längenerkennung können auch Lichttaster angebracht werden.
Der aktuelle Status der Laser bzw. Lichtaster wird in der Visualisierung angezeigt,
so wird die Fehlersuche vereinfacht.

1. Einstielig
2. 3-stielig
3. 4-stielig
4. Festeinhang

5. Kürzungslatten a
6. Kürzungslatten b
9. Feste Schnitte

Profil-Scanner
Einzel-Profil
Stützpunkte
Draufsicht 1
Draufsicht 2
Messpunkte
Volumenmodell

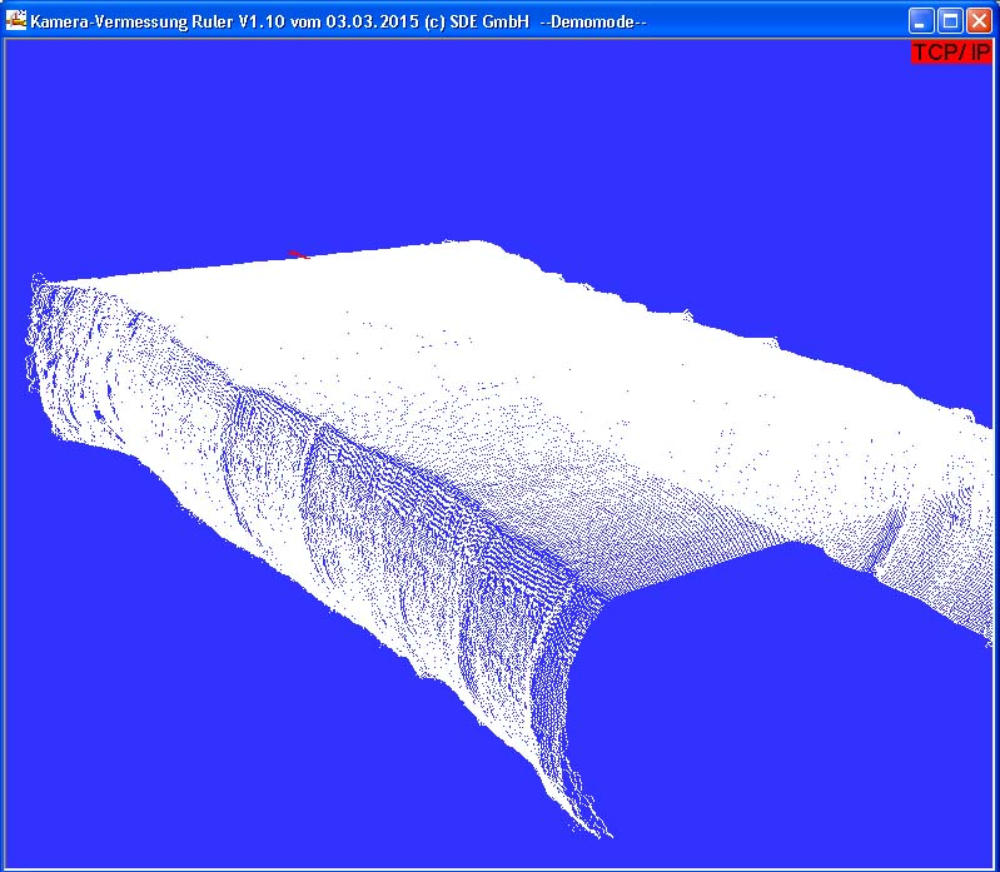
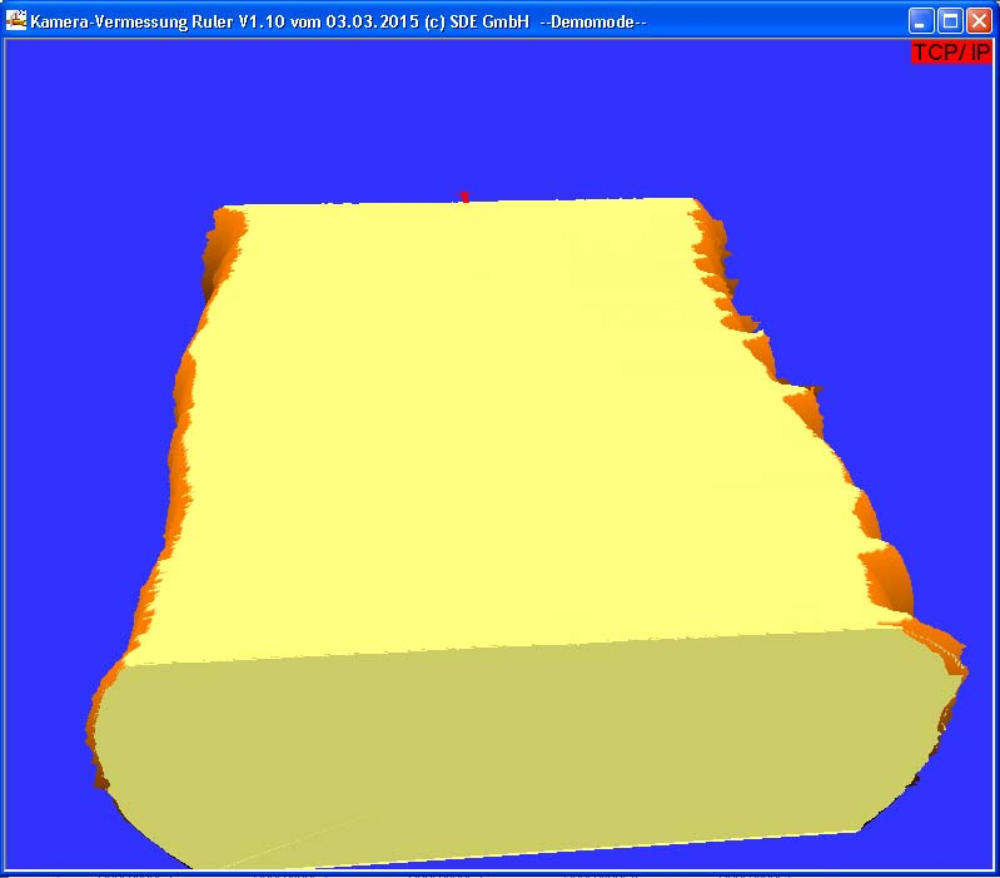
Kameravermessung
Einteiloptimierung
Rundholzsortierung
Schnittbildoptimierung
Automatisierung Spanerlinie




Blockbandsäge




Säumersoftware
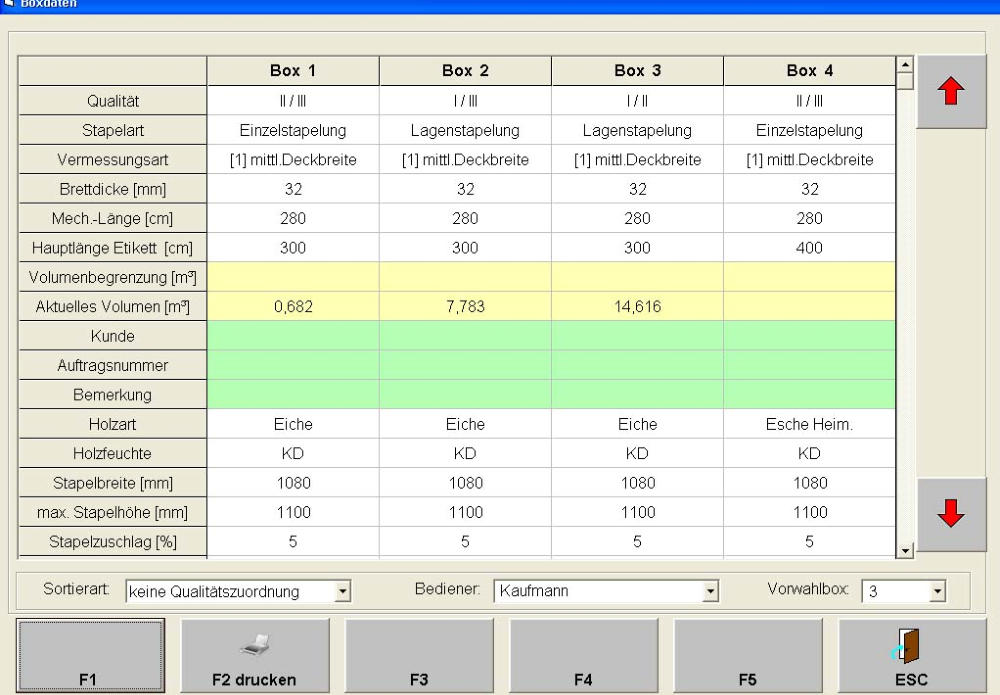
Hier einige Abbildungen der Benutzeroberfläche :
Schnittholzsortierung


Etagensortierung
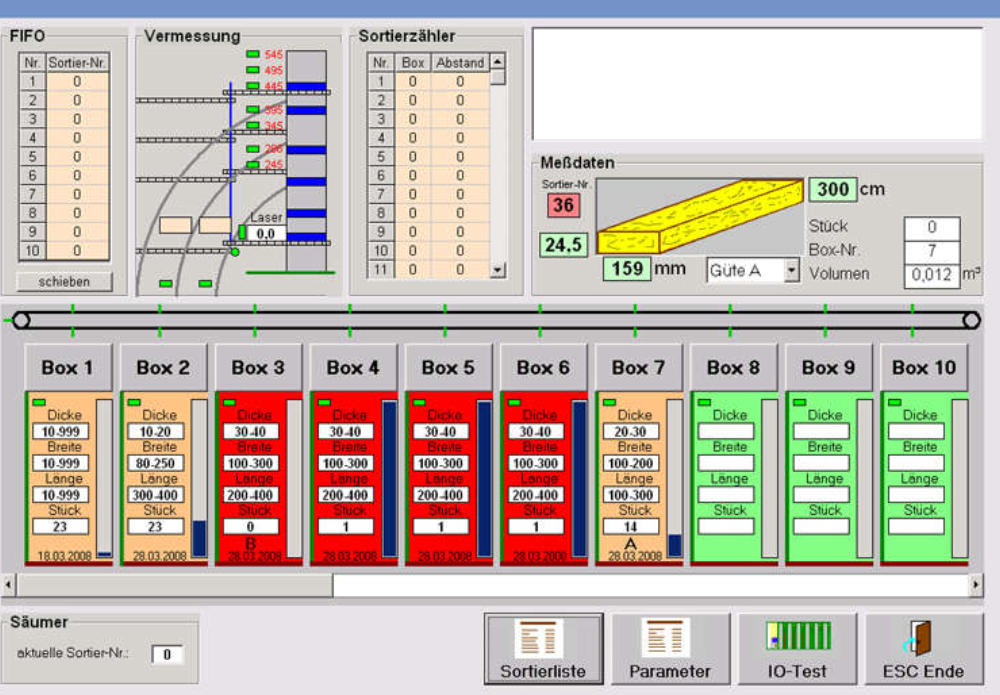
Die Etagensortierung funktioniert nach dem Gleichen Prinzip wie die
Fächersortierung, jedoch sind die Boxen übereinander angeordnet.
Diese Andordung ergibt insgesamt eine geringere Anzahl von Boxen,
wobei jede Box ein größeres Lagervolumen aufweist.
Das Programm zur Schnittholzoptimierung kann für definierte und chaotische
Sortierung ausgelegt werden.
Dabei wird zwischen Fächer- und Etagensortierung unterschieden.
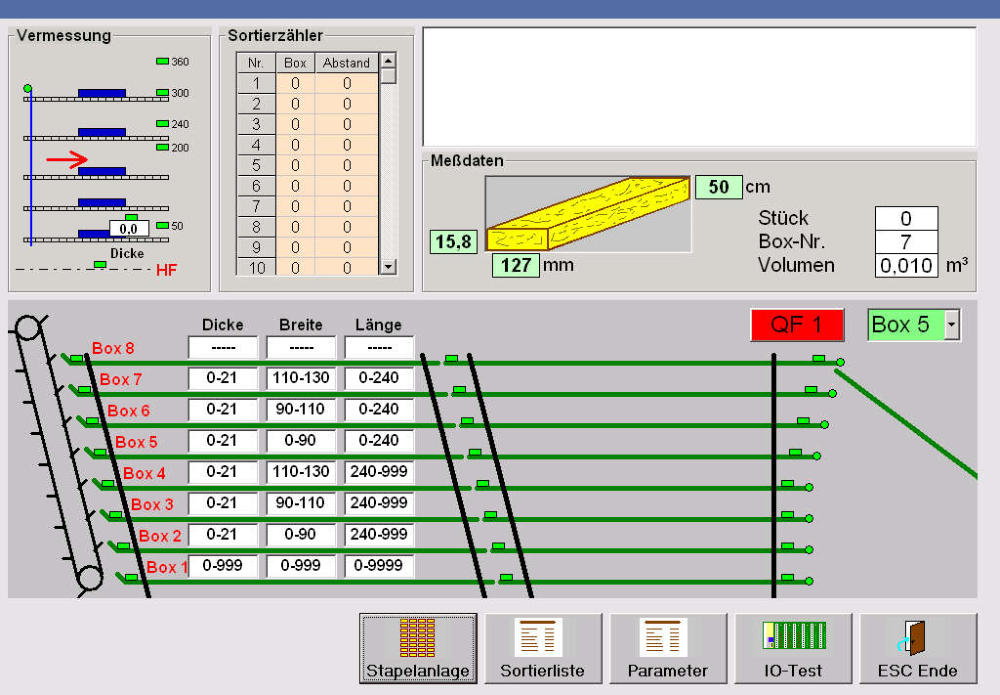
Fächersortierung
Zunächst wird jedes einzelne Brett gemessen.
Bei der sogenannten chaotischen Sortierung wählt die Software basierend auf einer
vorgegebenen Sortierliste des Bedieners die Boxenbelegung selbstständig aus.
Dadurch erfolgt die Belegung der Boxen sehr flexibel und die Brettsortierung
erfolgt immer gemäß den aktuellen Kundenwünschen.
Je nach konzeptionellen Vorgaben des Sägewerkbetiebes kann jedoch auch
eine definierte Sortierung impelementiert werden.
In diesem Fall wird die Boxbelegung vom Bediener durchgeführt.
Stapelung unbesäumter Ware
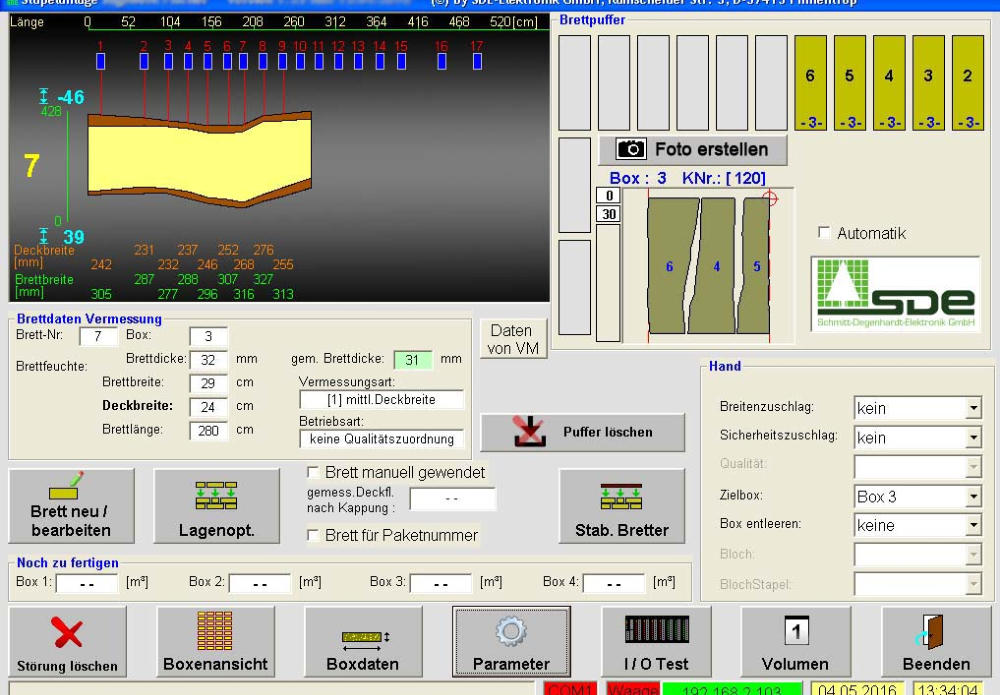
Diese Software errechnet die Aufnahme- und Ablegeposition eines Portal-Roboters,
der die Bretter mittels Vakuum-Sauger auf eine Box stapelt.
Die Kontur der Bretter wird mittels Laser-Vermessung erfasst, daraus wird die
optimale Position und Drehung der Bretter je Lage errechnet.
Der große Vorteil dieser Stapelmethode liegt in der Packdichte.
Die Bretter werden so ineinander gestapelt, daß nur wenige
Stabilisierungsleitsen gelegt werden müssen.
Die Daten werden entsprechend korrigiert, wenn ein Brett gekappt wird.

Aus den gemessenen Daten können die zum Verkauf wichtigen Breiten und
Längen ermittelt werden, die dann zur Weiterverarbeitung in einer Datei
festgehalten werden.
Die Software unterstützt das automatisch Signieren der Bretter,
die Verarbeitung der Holzfeuchte und die Übernahme des Paket-Gewichts.
Zur Qualitätssicherung kann jedes Brett automatisch fotografiert und
mittels Bild-Datei zu jedem Stapel rückverfolgt werden.
Visuelle Schnitthilfe
Bei dem Produkt DrawCut werden die Schnittmaße in ein Live-Bild einer
Kamera eingeblendet.
So ist es möglich die Positionen z.B. für eine Blockbandsäge zu finden.
Die eingeblendeten Maße stimmen mit den Koordianten der Maschine überein.
Wir haben einige bewärte Software-Module, die meist auf die entsprechende Anlage angepasst werden.
10. Verwaltung
7. Schnittprogramme

8. Brettprogramme


Einteilung
Aufträge mit Schnittbild
11. Profile für
Maschinendaten
Manuelle
bearbeitung
12. Blockschaltbild

Stapelung Flächenlager
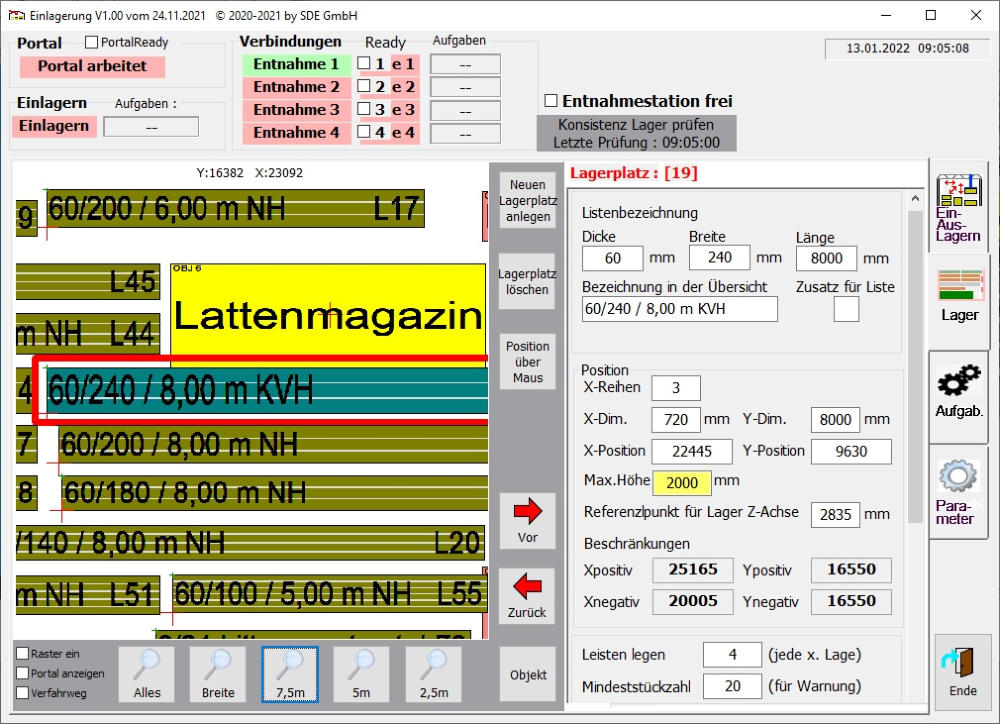
Das Programm besteht aus 2-Komponenten
1. Einlagerung und Verwaltung
2. Auslagerung (ist bei dem bestehenden Projekt an 4-Stationen installiert)
Die Einlagerung stapelt die angegebenen Hölzer von einem Aufgabe-Paket
in die dafür angelegten Lagerplätze.
Die Software übergibt dem Portal-Roboter die Abholpositionen, Verfahrwege
und Ablegepositionen für die Hölzer und eventuellen Zwischenleisten zur Stabilisierung.
(Links ein Bild der Lagerübersicht)
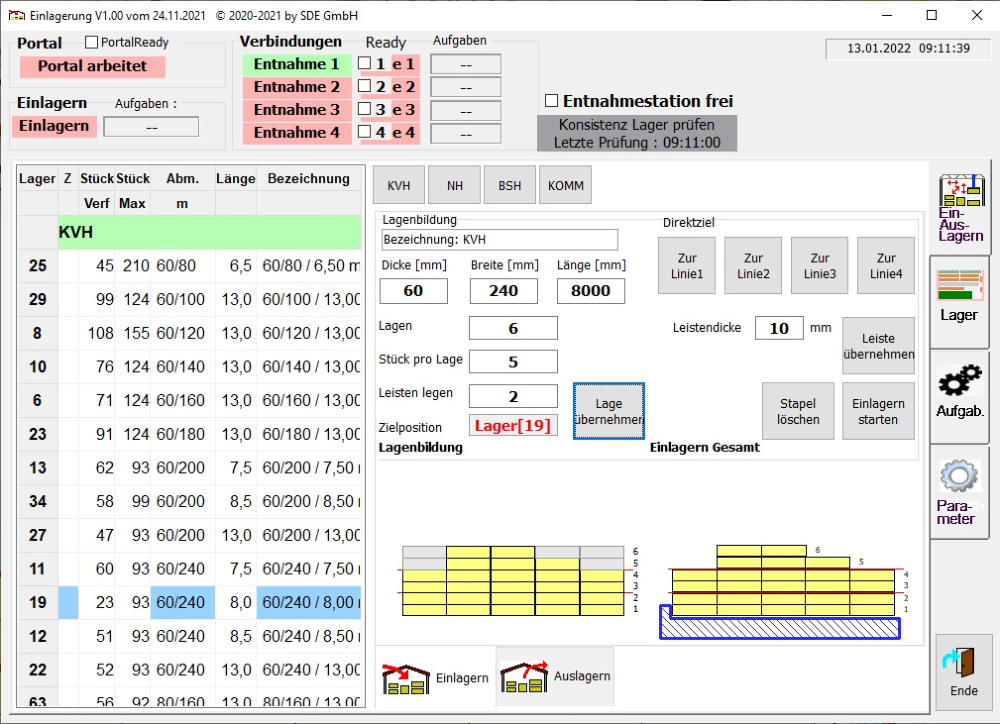
Bei der Einlagerung werden die Hölzer in den entsprechenden Lagerplatz eingelagert.
Die Stückzahlen, maximale Stapelhöhen usw. werden hier verwaltet.
Es können mehrere Holz-Bezeichnungen (KVH,BSH…) hinterlegt werden
damit die Listen übersichtlich bleiben und schnell zugreifbar sind.
(Links ein Bild der Einlagerung)
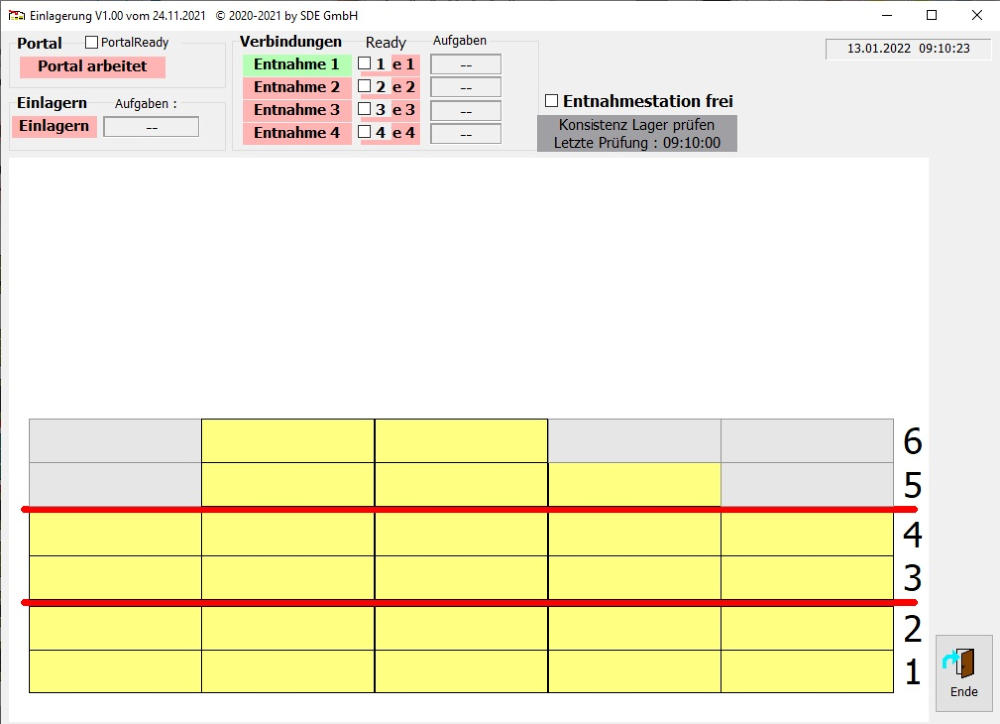
Beim Einstapeln können verschiedene Hölzer von einer Palette entnommen werden.
Wenn bereits Hölzer entnommen wurden, kann man diese deaktivieren.
(Links ein Bild des Stapels)
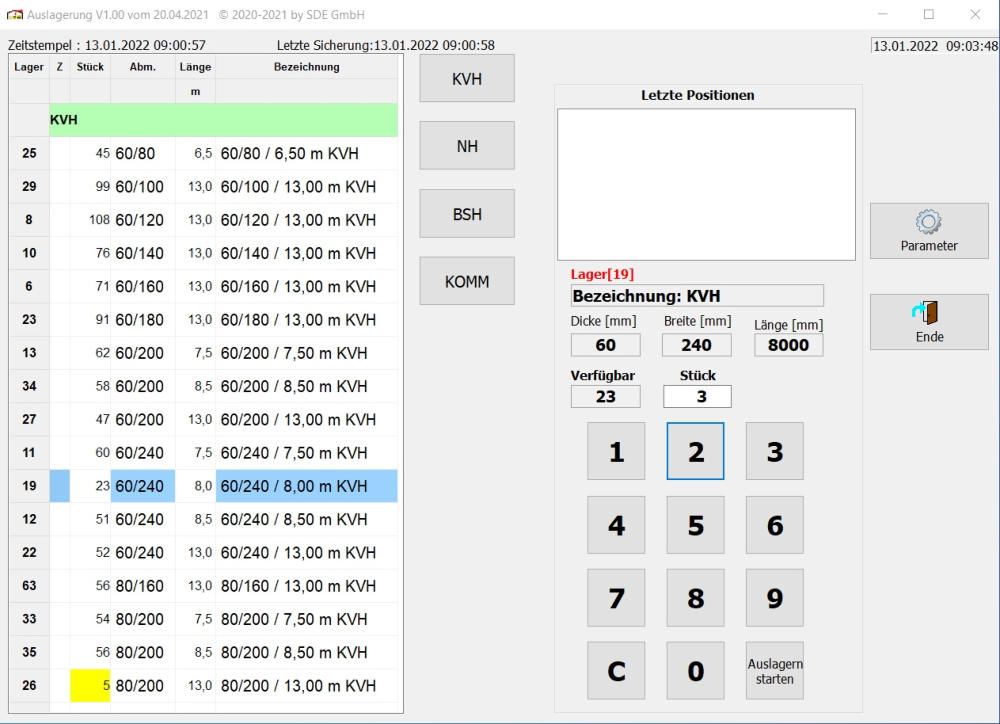
Bei der Auslagerung wählt man zunächst in der Holzliste die entsprechende
Dimension aus (die Maße sind aufsteigend sortiert).
Danach gibt man die benötigte Stückzahl an und bestätigt die Eingabe.
Die Hölzer werden dann vollautomatisch vom entsprechenden Stapel abgeholt und
an einer vorgegebenen Position abgelegt.
Zur Zeit sind 4-Auslagerungsplätze vorhanden.
(Links ein Bild der Auslagerung)
Bei dieser Art des Lagers werden die Hölzer (Stangen, Balken Kanthölzern und Bretter)
mittel Portalroboter einfach auf dem Hallenboden übereinander gestapelt.
Es gibt keine weitere Vorrichtung zum Ausrichten des Holzes. Daher ist die Lagerung unterschiedlicher Maße relativ einfach.